

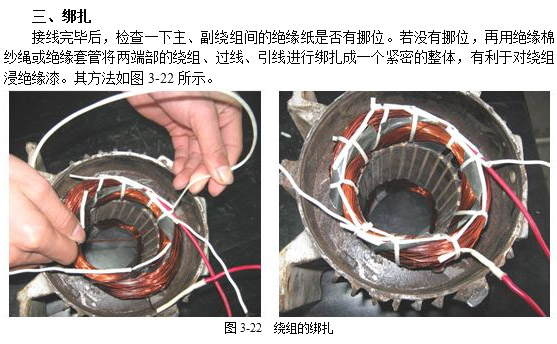
bb贝博体育平台客服:
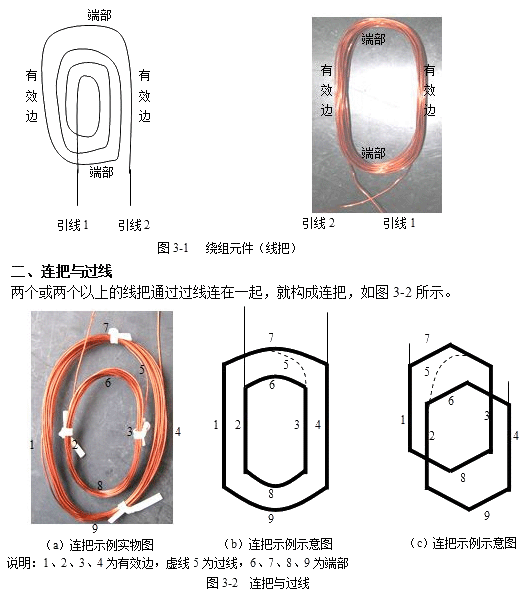
就是用外表绝缘的导线绕制多匝而形成的单个线圈(为了尽最大可能避免与线圈组相混淆,本书在后续章节都将单个线圈叫做线把)。线把由以下三部分组成:
(1)有效边:嵌入铁心槽内的直线部分称有效边,一个绕组元件有两个有效边,是产生能量转换的有效部分;
(2)端部:在线把嵌装后处于铁心两端槽外、连接两有效边的部分,叫线)引线:绕制线把后的首、尾线头,也是不一样线所示。
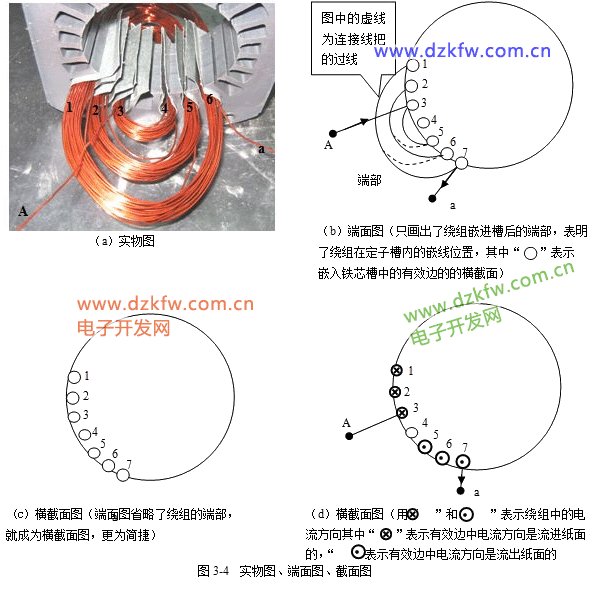
对单相异步电动机,构成主绕组(或副绕组)一个磁极的所有线把通过过线连接后的整体,叫做主绕组(或副绕组)的一个极相组。每个极相组都有两个引线,一个叫首,另一个叫尾。将主绕组(或副绕组)的所有极相组按一定的规律连接,就构成了主绕组(或副绕组)。
极距是指定子铁心内圆磁极与磁极之间的距离,或者每个磁极所占圆周表面的范围。极距的大小一般用其所占的槽数来表示。
例如4极36槽电动机绕组的极距是:36槽÷4=9槽,即所占圆周表面的范围是从第1 槽~第10槽(或从第x槽~第x+9槽)。
节距又叫跨距,是指嵌入电动机槽内的1 个线把的两个有效边之间的槽距(一般用槽数表示,它接近或等于电动机的极距),如图3-3所示的最大的线。即若设线把的节距为x,则该线槽。

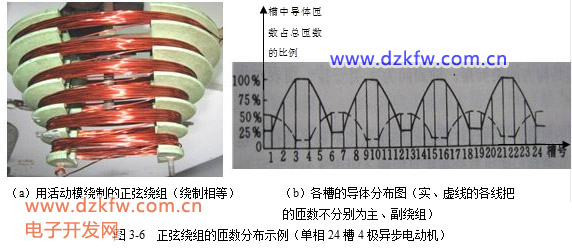
为了轻松看懂绕组的分布规律图(即嵌线图),需要将绕组的端面图、截面图(后续章
节所画的嵌线图普遍采用了端面图和横截面图)与绕组的实物图对照认识,并能相互联想。
某电机的一个极相组的实物图、端面图和截面图如图3-4所示(假设图a中某时刻电流从A

(2)绕组所占槽数规律:对电容启动型电动机,主绕组占据定子总槽数的2/3,副绕组占定子总槽数的1/3,电容运转型电动机主、副绕组所占据的定子槽数相等。
一般来说,同心式绕组存在着端部相对较长,耗用导线相对较多等缺点,但绕组的极相组排列清晰分明,接线不易弄错。
为了改善电动机的启动和运行性能,要尽量使旋转磁场沿气隙圆周按正弦波形分布。正弦绕组能较好地满足该要求,因而应用最广。正弦绕组具有如下特点:
(1)匝数规律:正弦绕组一般都采用同心式结构,且一个极相组内的各线把的匝数不相等,且在各槽中的匝数是按正弦规律分配的。当电流流过各相绕组时,该相绕组建立的磁场在空间的分布就接近正弦波形,所以将这种结构的绕组称为正弦绕组。如图3-6所示。
(2)绕组所占槽数规律:采用正弦绕组后,电动机的主绕组和副绕组所占定子槽数,就不再和同心式一样按2 :1 或1:1的比例分配了。每槽并不只嵌入主绕组或只嵌入副绕组的一个有效边,同一个槽内可以同时嵌有主绕组和副绕组的两个有效边,其中主绕组的有效边嵌在槽内的下层,副绕组的有效边嵌在槽内的上层,上、下层之间垫入绝缘纸隔开。
(3)正弦绕组的常用分布方案:为了更具体地了解正弦绕组在各槽中的匝数是按正弦规律分布的,下面介绍常用分布方案(部分),见表3-1。
(3)正弦绕组的常用分布方案:为了更具体地了解正弦绕组在各槽中的匝数是按正弦规律分布的,下面介绍常用分布方案(部分),见表3-1。
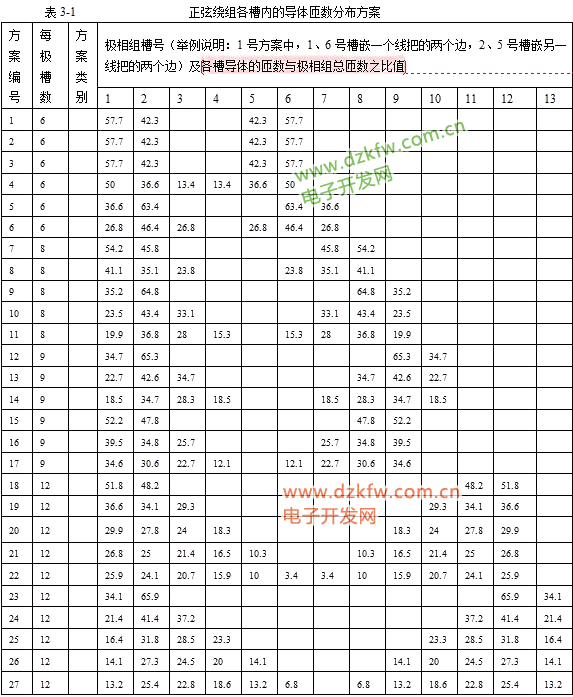
由于每极槽数为6,由表3-1可知共有4种分布方案,为了获得较理想性能,主绕组选方案6,副绕组选方案5。主、副绕组各线。
同心式绕组和正弦绕组的嵌线图画法基本相同,现以单相24槽4极电容启动式电动机的同心式绕组为例进行介绍,详情如下:
由于启动型电动机主绕组占总槽数的2/3,副绕组占总槽数的1/3,所以主绕组占16槽,副绕组占8槽;
第2 步确定主、副绕组各自的极相组数和每个极相组包含的线极电动机,所以主、副绕组各有4个极相组。主绕组的每个极相组共占4槽,有2个线把,副绕组的每个极相组占2槽,有1 个线步确定主、副绕组的节距
用总槽数除以磁极数,得到极距,极距减去1,可得单相同心式绕组最大线极电容启动式电动机,极距为6槽,最大线步画出主绕组分布图,见表3-4。
(2)冲子的粗细程度也要与槽口相吻合,若太粗,则容易将硅钢片打拆、打损或者挤压槽孔,使铁芯齿部变形;若太细,既不容易将槽中漆包线打出,冲子也容易被卡在槽内。


冷拉法适用于拆除个别烧坏的绕组。方法是先用废钢锯条制成的刀片或其它刀具将竹楔破开,将竹楔从槽中拉出。再将导线分成数组,一组一组从槽口拉出。
热拆法适用于绕组局部绕坏及槽满率较高的电动机,因为这类绕组较坚韧,不容易用冷拆法将绕组打出。其方法有两种:
(1)烘箱加热法:先用斜面錾子錾切定子一端的绕组(与冷拆法相同),加热前须将接线板等易损件拆下,以防烤坏。然后将定子放在烘箱内加热(温度一般别超过绝缘等级所对应的最高承受温度,更不能用火烧,以免定子铁芯的性能变差),使绕组的绝缘漆软化,再用手锤和冲子将槽内绕组逐步打出,或用专用拉线机将槽内的绕组拉出。
(2)通电加热法:用三相调压器或电焊变压器二次绕组给定子绕组通入低压大电流,电流的大小可调到额定电流的3倍左右,使绕组温度逐渐升高,待绕组绝缘软化时,停止通电,迅速退出槽楔,拆除旧绕组。这种方法较适宜大、中型电动机的绕组拆除。但对绕组内部断路或严重短路的电动机,不能采用此法。
一般用于拆除1KW小型电动机的定子绕组。常用的溶剂配方丙酮50%、甲苯45%、石蜡5%配制溶液时,先将石蜡加热溶化,再注入甲苯,最后加进丙酮搅拌。溶解绕组绝缘时,把电动机定子放在有盖的铁箱内,用毛刷将溶剂绕组上,然后加盖密封,保持2~3min,待绝缘软化后,即可拆除绕组。使用溶剂法拆除旧绕组时,要注意防止火灾,防止苯中毒,要在通风的场地进行施工。
清槽就是在拆除旧绕组后,用清槽工具将残留在每个槽内的绝缘纸、竹楔等杂物逐槽清除干净。若不清洗整理干净,既占用槽内空间妨碍嵌线,也有一定的可能损伤槽绝缘。清槽的常用方法如图3-10所示。

在记录了绕组的原始数据后,就能够准确的通过原始数据来绕制主、副绕组的各极相组(再把极相组的各线把嵌入铁芯槽内)。绕制过程可分类以下4 步:
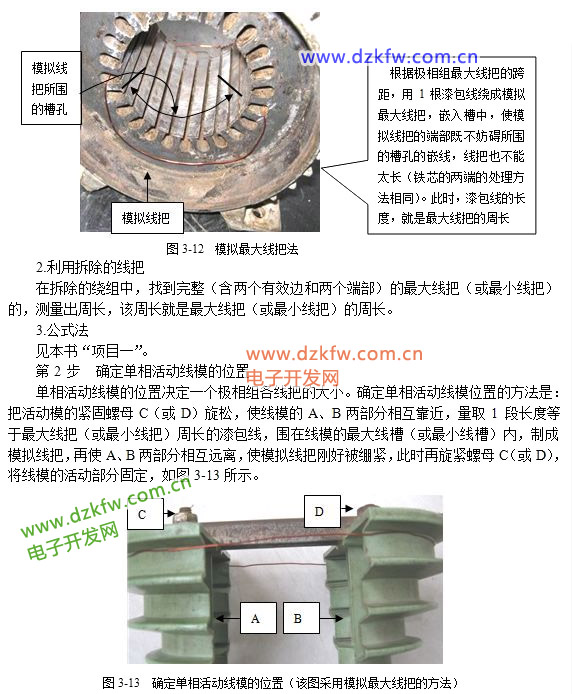
若线把做小了,会导致整个极相组嵌线困难,甚至损坏槽绝缘或漆包线的外表;若做大了,会导致装配困难(不易装上端盖)、浪费漆包线、加重电动机发热。可见,确定极相组各线把的大小很重要,其常用方法有以下3种:

根据极相组最大线 根漆包线绕成模拟的最大线把,嵌入铁芯槽内,采用观察法来确定最大线把的周长。确定了极相组的最大周长后,由于一般会用单相万能活动绕线模绕制各线把,所以极相组其它线把的周长也就确定了(注意:也能够最终靠模拟最小线把的周长来确定极相组各线 个极相组
(1)绕制时导线要尽量排列整齐,尽可能的避免交叉混乱。一般应使导线在线模的槽中从右至左或从左至右一匝一匝绕制,绕满一层后再绕上一层。
(2)如果导线长度不够长,接头必须在线把端部,不能把接头留在线把的有效边部分(即嵌入槽内的部分)。
(3)绕制时,必须保护导线)绕制时,将每匝导线略微拉紧即可,别太用力过大;
绕制1 个极相组,一般从绕制最小线把开始,按由小到大的顺序进行,其操作步骤如图3-14所示。
嵌线时,要将主绕组的线把嵌在槽的下面,首先嵌入极相组最小的线把,按由小把到大把的顺序将1个极相组全部嵌入。其操作方法如图3-15所示。
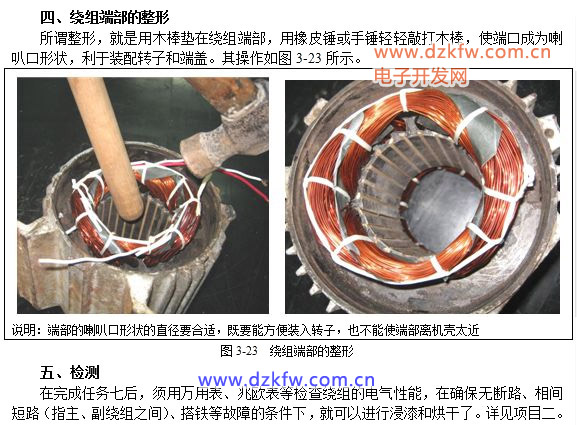
在完成任务七后,须用万用表、兆欧表等检查绕组的电气性能,在确保无断路、相间短路(指主、副绕组之间)、搭铁等故障的条件下,就能够直接进行浸漆和烘干了。详见项目二。
(1)提高绕组的耐潮性:目前所采用的槽绝缘,如青壳纸复合绝缘,在潮湿的空气中会不同程度的吸收潮气,从而使绝缘性能变坏。在允许电压下不导电的材料经过浸漆烘干处理后,能够将吸潮的毛孔塞满,在表明产生光滑的漆膜,也起到密封的作用,来提升防潮能力。
(20延缓老化速度提高导热性散热效果:电动机绕组的常规使用的寿命决定于该电动机长时间运行的绕组升温。如以常容的密封扇冷式电动机的工作情况为例,这种电动机绕组工作时发出的热量,大部分是经槽绝缘传个铁心,在经过铁心传导给机壳,最后有散热片经风扇吹冷散发出去。因为绝缘体传导热量的能力比空气大的多,经过绝缘处理后,使槽绝缘和导线间的缝隙内充满的绝缘漆,大大改善了电动机的散热条件,以此来降低老化速度。
(3)提高机械性能:由于导体通过电流时会产生电动力,尤其是鼠笼式的电动机,在启动时电流都是很大的,导线会产生强烈的震动,时间长了导线绝缘可能被摩擦破损,将有可能产生短路和接地等故障。经浸漆处理后,使松散的导线胶合为一体,加固了端部的机械强度,是导线)提高化学稳定性:经过浸漆处理后,漆膜能防止绝缘材料与有害化学介质接触而损坏绝缘性能,以提高绕组防霉,防电晕,防油污等能力。
(5)保护绕组的端部:经过浸漆之后,电动机绕组的端部比较光滑,使外表的杂物不能到端部的内部,以便于维修。
烘干的目的是使绝缘漆中的熔剂和水份挥发出来,使绕组表明产生坚固的漆膜,从而起到保护绕组的作用。
烘干的方法较灵活,主要有灯泡加热法、烤箱干燥法、电流干燥法等,见表3-11。
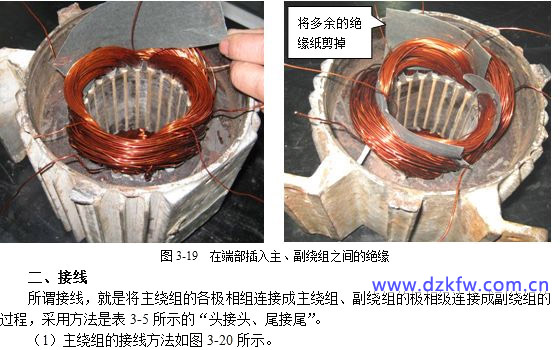
,贝博BB官网平台